Within the past few years, Machine Vision has gained massive popularity in dynamic industries such as retail and manufacturing. These industries are leveraging the technology to enhance their customer experience, optimize the usage of resources, and achieve better quality assurance. By now, we all are aware of the benefits Industry 4.0 promises to deliver. Industry 4.0 is an umbrella term that refers to the numerous developments happening in the industrial value chain process. These changes are primarily powered by emerging technologies, especially the cloud, offering a better way to organize and manage all standard processes within the manufacturing industry.
In the United States, Japan, South Korea, Germany, and other European countries, the automotive industry plays a significant part in the overall manufacturing sector. In 2019 alone, almost 92 million motor vehicles were produced worldwide. The automobile industry is highly automated for mass production, with strict quality requirements and a high degree of cost sensitivity. Large manufacturers place a premium on having a close and trust-based collaborative relationship with their suppliers and technology providers who support this high degree of automation. Machine vision is a crucial part of this highly automated sector.
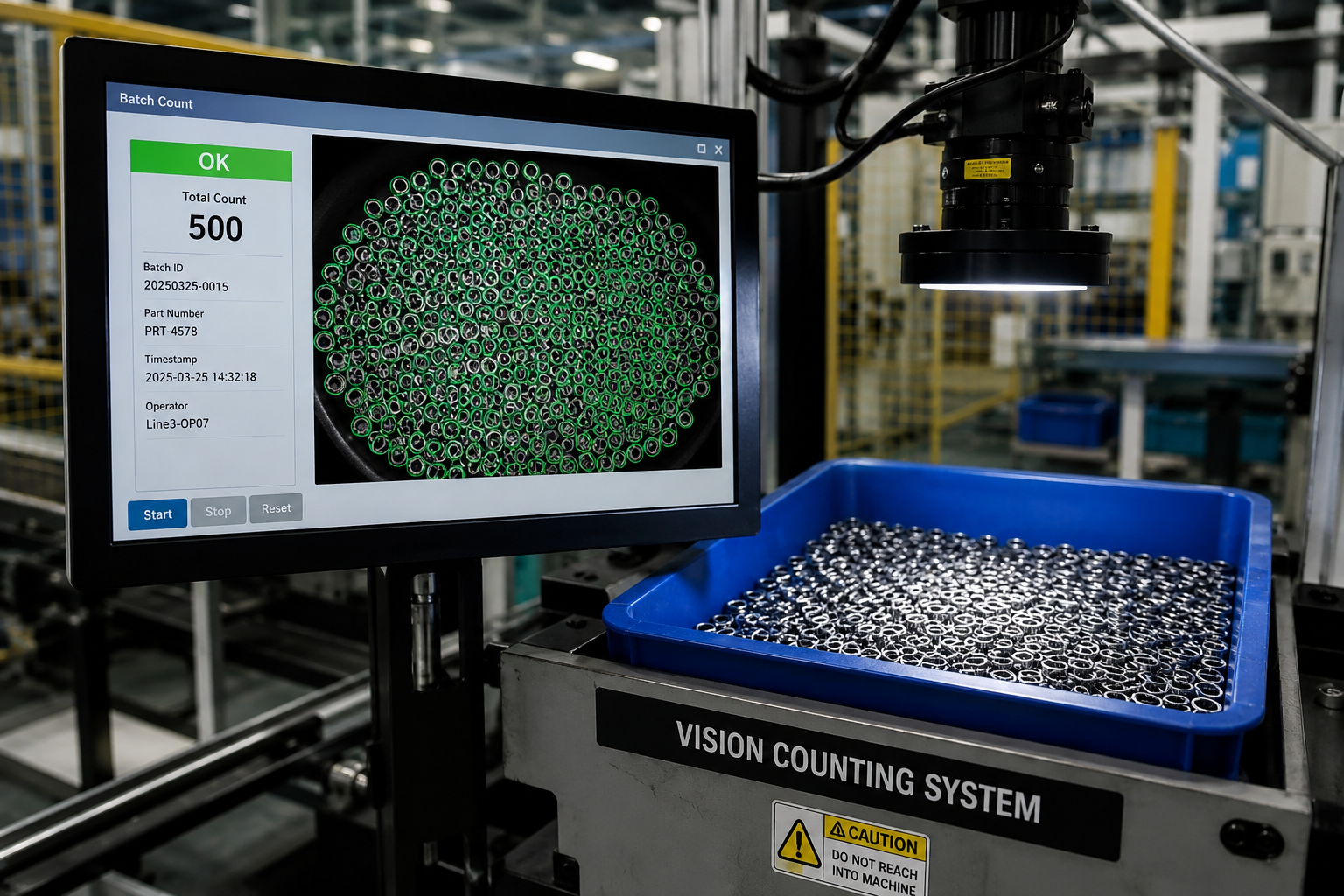
Within the automotive industry, quality check and assurance is one of the areas where machine vision can prove to be the most helpful.
Related Article: Machine Vision is creating a new wave in the Automobile Industry
HUMAN MISTAKES HAPPEN
A prime example of this capacity for machine vision to overcome human limitations is quality control, where mistakes can lead to defective products, rushed orders, and even worse, damaged reputations. Humans have been traditionally tasked with quality control because it requires judgment. Is the paint job on this unit without any defects? Is this particular part with or without any glaring defects that can prove to be dangerous for the user? A human can easily make that determination when presented with an isolated case.
However, an interesting thing happens when a human views not just a single unit but hundreds of them, let alone thousands of units streaming along a high-speed assemble line. After repeatedly seeing an image, that image ends up being imprinted on the brain. So when an inspector sees a number of parts at the proper quality level and then sees a unit that’s defective, the inspector’s eyes send that signal to the brain — but the brain may instead use the imprinted image of a flawless piece and not register a problem.
This is where machine vision can make the job much easier. Classification can achieve accurate and consistent results for the aforementioned problem. Classification involves predicting which class or category an item belongs to. Some classifiers output binary classifications like yes/no. Some are multi-class, that categorize items into one of several possible categories. Classification is a very common use case of deep learning—classification algorithms are used to solve problem categorization, image recognition, and image-based classification in the industrial manufacturing environment. In classification problems, the input is usually an image of the item that needs to be classified. The algorithm processes the entire image and classifies it accurately based on its previous training.
USEFUL APPLICATIONS IN QUALITY CHECK
The key examples of image processing systems in the automotive industry include:
1. Engine Character Recognition
In this application, machine vision is used to capture an image of the part numbers marked on engines and read them with the OCR tool. The part numbers can be read accurately without being affected by marking quality. This prevents the mixing of different types of engines. This application eliminates the tedious task of manual checking.
2. Autoparts Classification
Since the manufacturing process includes a large range of items, the classification of produced parts according to different automobile models can prove to be a tedious task. To solve this problem, classification algorithms can be deployed to recognize different model types and segregate the same without any human intervention.
3. Sticker Classification
Classification of stickers and manual separation of the stickers based on the variants has been traditionally done manually. The process is usually time-consuming, requires a lot of labor, and possesses a large possibility of error. Using OCR tools and machine vision a high level of accuracy and efficiency can be achieved.
4. Solder Inspection
Solder inspection has traditionally been difficult with 2D cameras. 3D cameras can measure height, so solder can be inspected accurately with machine vision algorithms. Using the height extraction function the3D height images can be converted into gray-scale images (mm → shade) to generate a cross-sectional image at a specified height. Using the cross-sectional area and shape of the image helps in achieving stable fillet inspection.
Also Read: Integrating Machine Vision & AI with Toyota Production System
CONCLUSION
As the industry keeps growing, new tools for machine vision will be needed as traditional solutions begin to reach their limits in some areas. In recent years, new inspection tasks have surfaced. Deep learning-based machine vision systems will provide a new type of tool that can fill in some of the foreseeable gaps of manufacturing inspection.
Register For Our Upcoming Free Webinar
REGISTER NOW