The automobile industry is highly automated for mass production, with strict quality requirements and a high degree of cost sensitivity.
MACHINE VISION IS CREATING A NEW WAVE IN THE AUTOMOBILE INDUSTRY
In the United States, Japan, South Korea, Germany, and other European countries, the automotive industry plays a significant part in the overall manufacturing sector. In 2019 alone, almost 92 million motor vehicles were produced worldwide. The automobile industry is highly automated for mass production, with strict quality requirements and a high degree of cost sensitivity. Large manufacturers place a premium on having a close and trust-based collaborative relationship with their suppliers and technology providers who support this high degree of automation.
Similarly, Machine Vision has gained massive popularity in dynamic industries such as retail and manufacturing within the past few years. These industries are leveraging the technology to enhance their customer experience, optimize the usage of resources, and achieve better quality assurance. By now, we all are aware of the benefits Industry 4.0 promises to deliver. Industry 4.0 is an umbrella term that refers to the numerous developments happening in the industrial value chain process. These changes are primarily powered by emerging technologies, especially the cloud, offering a better way to organize and manage all standard processes within the manufacturing industry.
However, you may ask, how exactly is machine vision contributing to the automobile industry? What is its relevance when it comes to large streamlined manufacturing lines?
Related Article: Machine Vision- Changing The Way of Quality Inspection In Automotive Industries
THE AUTOMOBILE INDUSTRY IS AN EARLY ADOPTER
Together with the supplier industry, the automobile industry is considered an “early adopter” of machine vision technology. The automotive industry has always been at the forefront of promoting automation in production processes — from the production line and robot-supported manufacturing to today’s fourth industrial revolution, dubbed Industry 4.0. The automotive industry has historically been at the forefront of considerable innovation. Similar things can be said about the machine vision industry, making it the ideal partner for meeting the demand for new technologies.
Due to the very high-quality standards, the automotive sector places a series of special demands on their service providers. For example, solutions must be very robust, reliable, and powerful. Furthermore, enormous price pressures in the automotive and supplier industries demand competitively priced products that offer maximum value. Solutions need to be suited to reduce production costs over the long term. Other vital aspects include long-term availability of the machine vision products, including qualified support, as well as comprehensive knowledge of disparate technologies.
By merging the automobile production and machine vision more closely, carmakers can save money, speed up automated production processes, and make them more efficient. Standards can also be defined and established that make it easier to integrate different components.
Related Article: Machine Vision- Changing The Way of Quality Inspection In Automotive Industries
HOW VISION APPLICATIONS WORK
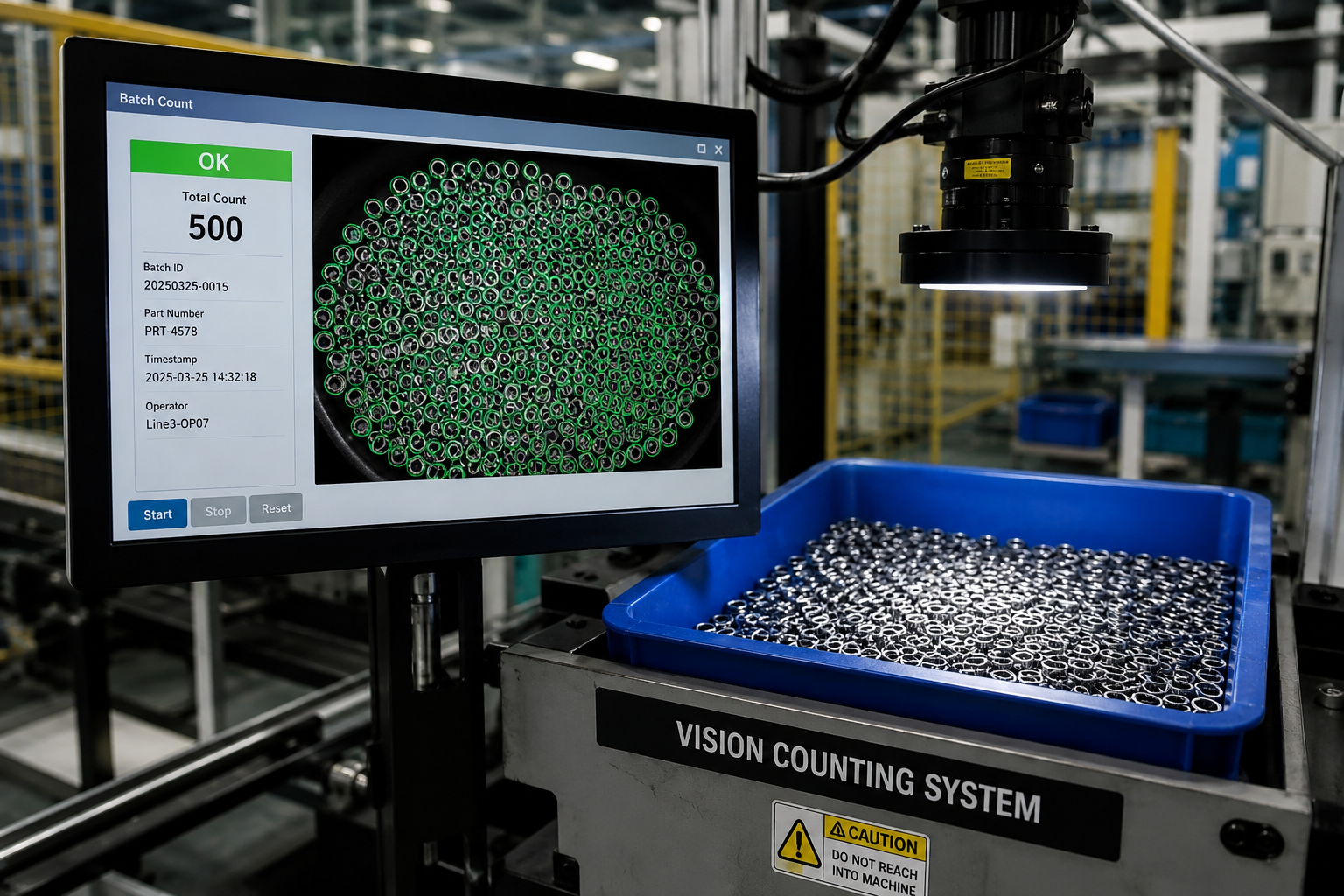
Mostly, vision applications in the automotive industry comprise of machine guidance or quality inspections. In quality control inspections, the vision system determines whether parts or subassemblies are acceptable or defective. The system then directs motion control equipment to reject or accept them. Machine guidance applications use vision systems to improve accuracy as well as the speed of assembly robots and automated material handling equipment to make the entire process significantly more efficient. Although they can vary in a number of ways, the applications are usually in one of several general categories.
- Dimensional Gaging
With their precise recognition capabilities and easy programmability, the new generation of machine vision systems excels at ensuring that those measurements are correct. Dimensional gaging applications by machine vision often involves a variety of odd lines, angles, arcs, diameters, and tolerances. Almost without exception, the systems can measure them much more quickly, and with far greater reliability and accuracy than would be possible with even the most sophisticated manual methods.
- Assembly Verification
Once again, here is an area in which the new generation of machine vision is proving its worth. Users easily “train” vision systems to look for detailed patterns and shapes that match templates for correctly made subassemblies. The systems accomplish those inspections better than virtually any other quality control method—manual or automated.
- Flaw Detection
This has gradually turned out to be a primary mission for many machine vision systems on automotive industry production lines. These vision systems use powerful pattern recognition capabilities to find missing material, chips, scratches, dents, misplaced markings, and a wide variety of other flaws. In addition to ensuring the quality of finished parts and products, they also enable manufacturers to reduce costs by eliminating defective pieces before wasting additional material and production time on them.
To achieve high levels of precision and accuracy, the most effective machine vision applications typically use software-based vision tools that perform sub-pixel level, image analysis. These tools work with the system’s image processing capabilities to perform specific types of recognition and analysis, effectively streamlining the application development cycle.
Over the years machine vision systems have become much simpler to use. However, the applications themselves can still be extremely complex. In some cases, the best way to ensure success is to rely on the experience and expertise of the vision system vendor or a qualified system integrator.
Also Read: Using Artificial Intelligence (AI) for Visual Part Identification
Register For Our Upcoming Free Webinar
REGISTER NOW