Introduction
Maintaining quality standards is paramount in the competitive ice cream manufacturing industry. With consumer demand for delicious frozen treats showing no signs of thawing, producers must deliver consistent, defect-free products at scale. However, traditional manual inspection methods can’t keep pace with high-speed production lines. This leaves manufacturers in a bind – how to guarantee quality without sacrificing efficiency?
The solution lies in automation – harnessing advanced technologies like machine vision to radically transform quality control processes. As leaders in industrial automation, our team at Qualitas Technologies engineered an ingenious machine vision system to resolve a major ice cream manufacturer’s quality challenges.
In this blog post, we will provide an in-depth look at how we leveraged the power of imaging, automation, and artificial intelligence to create a cutting-edge vision inspection system. From capturing critical defects to integrating seamlessly into operations, we will uncover the technical nuances that made this solution a game changer for quality assurance in ice cream manufacturing.
To supplement this blog, we have also created an explainer video that walks through the machine vision system and its capabilities:
The Quality Control Challenge
Our client, a prominent ice cream manufacturer, confronted a troubling predicament – ensuring the quality of a bestselling product, the classic Cornetto. Produced at rapid speeds, these ice cream cones with chocolate-lined wafer shells required meticulous inspection. The manufacturer needed a solution to verify three critical parameters on each passing Cornetto:
- Presence of paper sleeve
- The presence or absence of the wafer cone
- Absence of cracks/defects on cone surface and outer circumference
While manual inspection could spot very obvious and blatant issues, subtle but unacceptable flaws often slip through the cracks. With consumer expectations and brand reputation on the line, the manufacturer needed an automated quality solution capable of complete, real-time defect detection.
 Good Cones
Good Cones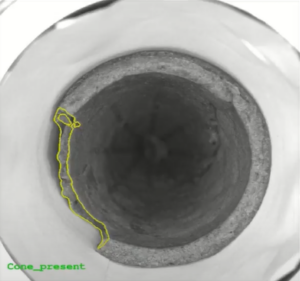 Broken Cone Defect
Broken Cone Defect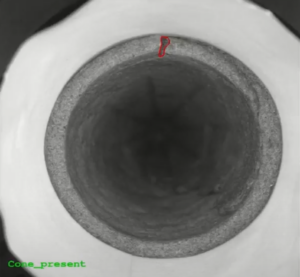 Surface Crack Defect
Surface Crack Defect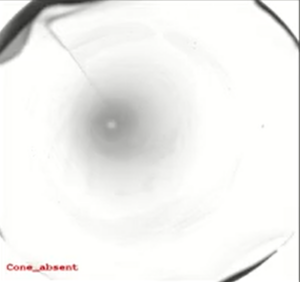 Missing cone defect
Missing cone defect Missing sleeve defect
Missing sleeve defectThe Machine Vision Solution – A New Era in Inspection
To resolve this challenge, our applications team at Qualitas engineered an advanced machine vision system designed with the latest imaging and automation technology. Integrating seamlessly into the production line, this automated solution took quality control to new heights by leveraging:
- High-resolution industrial imaging
- Intelligent software to analyze images and identify defects
- Rapid processing to match line speeds up to 360 cones per minute
- User-friendly interface and detailed reporting
By augmenting human inspection with robotic vision and intelligence, our solution enabled continuous, comprehensive, and accurate quality checks. Next, we’ll uncover the technical details and workflow behind this transformative system.
Technical Insights – Building an Intelligent Imaging System
Constructing a machine vision solution that could keep pace with the manufacturer’s high-speed production demanded thoughtful engineering and design. Here are some key technical elements:
 IP66 Rated SS Camera Enclosure
IP66 Rated SS Camera Enclosure IP66 Rated SS Control Panel
IP66 Rated SS Control PanelPrecision cameras: Six area scan cameras, strategically positioned over the line, snapped images as each Cornetto mold entered the inspection zone. Global shutter technology enabled distortion-free image capture despite the line’s rapid motion.
Variable illumination: Adjustable ring lights attached to each camera provided optimal illumination, revealing the slightest defects.
Robust enclosures: Cameras and lights were encased in waterproof stainless steel housings to withstand washdowns. This food-industry-compliant design maintained hygienic conditions.
Central controller: Images flowed into an IP65-rated control panel housing the core computing hardware – an industrial PC with GPU for graphics processing,
PLC for automation control, power supply, and terminal blocks.
Trigger sensor: A high-precision optical sensor triggered image capture, ensuring Cornettos were imaged at the optimal position for full inspection.
AI Software – Qualitas EagleEye: Our proprietary deep learning software analyzed images and accurately detected defects. The algorithm was trained with thousands of labeled Cornetto images to enhance accuracy.
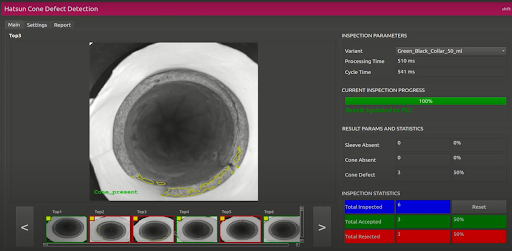
EagleEye Edge software user interface
This robust setup delivered the speed, durability, and intelligence needed for state-of-the-art vision inspection. Next, we’ll detail the quality assessment process.
Inside the Inspection System – How Machine Vision Assesses Quality
The true power of our machine vision solution lies in how it leverages imaging, automation, and artificial intelligence to evaluate quality:
- Image Capture: As molds containing formed Cornetto cones pass under the cameras, the sensor detects their entry into the inspection zone and triggers image capture. The adjustable lights provide optimized illumination to reveal defects.
- Multi-angle Imaging: With six strategically positioned cameras, the system captures a complete 360-degree view of each Cornetto.
- Image Analysis: The images feed into the GPU-powered industrial PC running Qualitas EagleEye software. Our deep learning algorithm scrutinizes each Cornetto and detects inconsistencies by comparing to ideal product images.
- Instant Feedback: Indicator lights immediately reflect the inspection result – solid green if passed, red if failed. Rejected cones are automatically diverted.
- Data Logging: The vision system logs each inspection record, cataloging passing and failing products. Operators can generate reports to pinpoint problem areas.
This sequence demonstrates how automated imaging removes human limitations in speed, accuracy and analysis to enable robust quality assessment. Next, we’ll discuss our seamless factory integration process.
Integrating the Vision System – With Zero Disruption
Implementing an automated quality solution without hampering production demanded careful planning and execution. Our streamlined rollout ensured minimal disruption:
- The system was pre-assembled and tested extensively offsite before deployment.
- After installation, our technicians swiftly connected the cameras, lights, controllers, and sensor hardware to the line.
- The onboard GPU-powered PC allowed the system to operate independently without tying into other networks or infrastructure.
- The entire process took under two days – the line was back running with the vision system online quickly.
This smooth integration allowed the manufacturer to resume maximum production capacity almost immediately. And the system’s stainless steel construction meant it could withstand intense cleaning and sanitization, conforming to food-grade standards.
Intelligent Inspection in Action
Seeing the vision system in action provided visible proof of its inspection capabilities. As Cornettos moved under the cameras:
- Indicator lights immediately flagged defective products by turning red.
- Rejected items were automatically diverted to a reject area.
- The line operator could view real-time images and data on the connected PC monitor.
- The software logged all inspection results, allowing managers to analyze trends.
The system reliably caught the full spectrum of defects, from missing sleeves and cracked cones to barely visible fractures. Its detection accuracy improved over time through our iterative enhancement process.
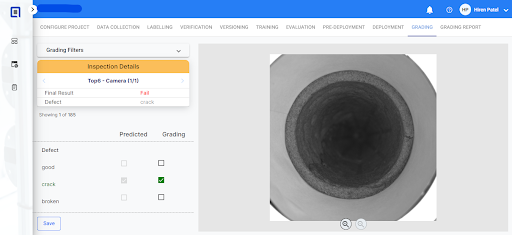
Grading Window
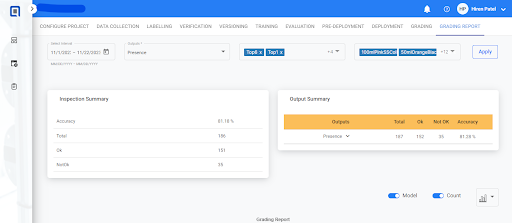
Grading Report Window
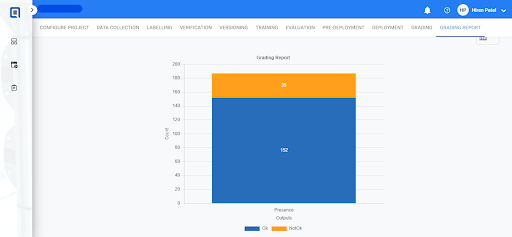
Grading Report Window
Perfecting the System – With Human-AI Collaboration
While the vision system performed robustly from day one, its inspection capabilities scaled rapidly through human-AI collaboration. Our experts worked closely with the manufacturer’s team in an iterative process:
- We assessed results from the first production runs and fine-tuned components for peak performance.
- The client provided images of defects the system missed. These were manually graded by inspectors via our supplemental EagleEye Grading software.
- Erroneous images were fed back into EagleEye to retrain the deep-learning models and enhance defect detection.
- Multiple rounds of feedback and retraining refined the system’s capabilities. Within months, accuracy exceeded 95% – a testament to the solution’s adaptive intelligence.
The Power to Transform – Benefits for the Manufacturer
The machine vision solution delivered transformative benefits in automating quality control:
- Enhanced inspection accuracy: The system’s detailed imaging and analysis capabilities consistently outperformed human inspectors, boosting detection rates for even subtle defects.
- Increased throughput: Automated inspection eliminated bottlenecks from manual checking, allowing maximum production speed and yield.
- Reduced waste: By reliably catching defects, the vision system ensured substandard cones were intercepted before further processing – saving time, labor and materials.
- Consistent quality: The round-the-clock automated inspection enabled exceptionally high and consistent standards, cementing product quality.
- Scalability: The solution’s modular nature provided flexibility to add cameras and adapt to increased production.
- Actionable insights: Data logging and trend analysis empowered informed decisions to continuously improve processes.
- Operator safety: Automating a tedious and repetitive task freed up the workforce for higher-value initiatives.
For the manufacturer, the gains in productivity, quality, and efficiency rapidly outweighed the system’s cost. The vision solution quickly delivered ROI while cementing a culture of quality.
Vision Inspection – The Future of Quality Control
The success of our machine vision solution for automated ice cream inspection opens exciting possibilities across food manufacturing. With customization, this technology can be deployed to meet the unique needs of any producer or product line.
Machine vision unlocks game-changing capabilities that will redefine quality control:
- Hypercareful inspection: Imaging and AI can detect defects difficult or impossible to spot manually.
- Comprehensive data: Robust image datasets enable proactive adjustments before issues arise.
- Rapid adaptability: Flexible machine vision solutions can evolve with production changes.
- Zero downsides: Automation boosts quality and throughput simultaneously, without tradeoffs.
- Easy integration and use: Streamlined deployment and intuitive interfaces check all boxes for user experience.
As vision systems increasingly mimic and exceed human inspection capabilities, while integrating cost-effectively into factories, their appeal and viability will only grow.
For quality-focused food manufacturers, the expansion of machine vision ushers in an exciting era where high standards and high efficiency sustainably coexist. With solutions like ours paving the way, intelligent automation will redefine production floors worldwide.
Conclusion
Our proprietary machine vision solution resolved critical quality challenges for an ice cream manufacturer by innovatively combining imaging, automation, and artificial intelligence. The system’s seamless integration, food-safe construction, and collaborative enhancement model drove incredible gains in inspection accuracy and production efficiency.
This success establishes machine vision and intelligent automation as a transformative force in food production. As the capabilities of vision technologies continue to evolve, manufacturers have an unprecedented opportunity to optimize processes and exceed expectations.
At Qualitas Technologies, we are committed to driving this machine vision revolution. Our specialized expertise in building custom solutions empowers businesses to harness automation for competitive advantage. Let us help you explore how intelligent vision systems can impact your production line, products, and profits. The future has never looked more exciting as technology unlocks lasting value for manufacturers worldwide.