Machine Vision Camera is the latest technological marvel that analyzes and verifies even the smallest details. The camera has evolved from pin-hole boxes to sensor-equipped, high-resolution devices.
Evolution of Machine Vision Cameras and the Electronics Industry
Undoubtedly, the Electronics industry outperforms all other industries in terms of research and growth. From humongous calculators to miniature transistors, the industry is ever – developing. The researchers are always coming up with smaller and cost-effective components. This, in turn, leads to the development of diverse varieties of technological gifts. However, the growth in the Electronics industry does not make it a comfortable sector. With today’s cut-throat competition, the manufacturers are now turning to automation. Just imagine labors who will work till you stop them, are cheaper and faster. Also, their work is top-notch quality. Your dream can now be a reality. This leads us to Machine Vision technology.
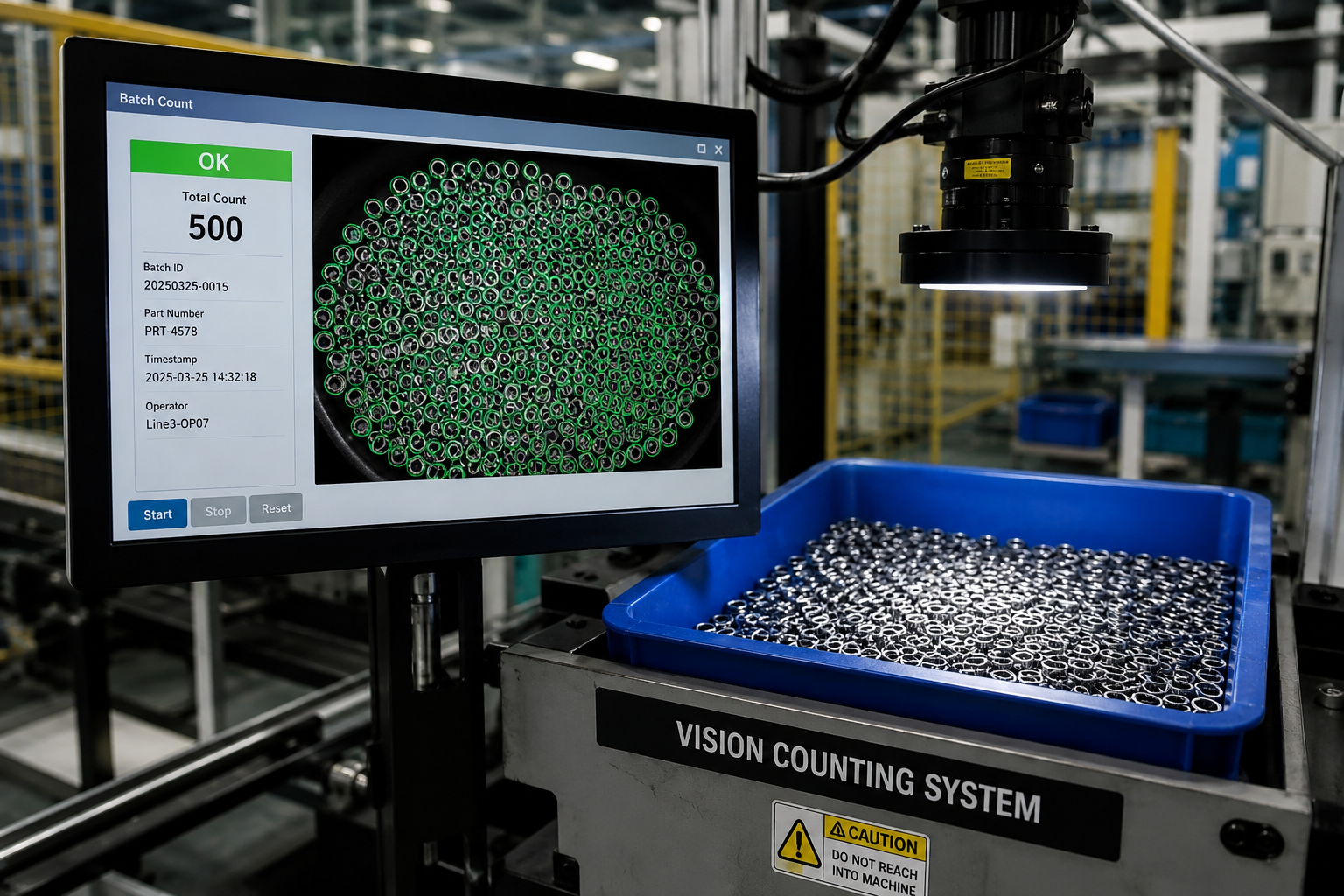
Machine Vision Camera is the latest technological marvel that analyzes and verifies even the smallest details. The camera has evolved from the pin-hole boxes to sensor-equipped, high-resolution devices. These devices are capable of capturing images, analyzing the quality, and transmitting the necessary data. It has helped in skyrocketing the production and cutting costs drastically.
Related Article– 7 APPLICATIONS OF MACHINE VISION
Current challenges faced by the electronics industry
In an industry where even the smallest details are important, challenges are bound to appear. Some of the most crucial challenges faced by the Electronics Industry are mentioned below:
- Containing the costs
The most important factor is the cost of production. Global competition is driving the prices abnormally low, making it difficult to retain margins. Hence, the costs need to be optimized. Manual inspection incurs a huge cost and wastes indispensable hours. Also, it either leads to defective goods delivered or sometimes wasting even more goods
- Meeting the demand
The consumers demand low – priced, high-quality products. Also, the demand is erratic and extremely vulnerable to changes in the local environment. To meet these demands, the efficiency of production must be increased.
- Quality control
The industries have to meticulously allocate resources to retain margins while playing within the international standards. This calls for dedicated and accurate inspection. After all, quality and cost determine the loyalty of customers.
- Sustainability of the product
The new regulations force electronics manufacturers to consider the impact of the product on nature during its entire life cycle. Hence, from manufacturing to its disposal, the product must have no harmful consequences.
Also, Read Industries That Could Be Transformed By Machine Vision
Vision applications for the inspection of electronic devices
According to Keyence, the categories of vision application in an inspection are:
- Inspection of Product Presence, Type, and Orientation
- Dimensional Inspection
- Product Recognition Inspection
- Quality Inspection
- Positioning / Alignment
- 3D Vision Inspection
Benefits of Machine Vision Technology
5 salient advantages of Machine vision technology are mentioned below:
- Cost optimization
Examination of electronic, miniature components must be done very precisely. Labor charges for these dedicated tasks are quite high. Machine Vision devices are a one–time investment which proves to be way more economical in the long run. Also, these devices examine several commodities simultaneously.
- Quality control
Machine vision devices effectively validate the orientation, alignment, and dimensions of the electronic components. These help to produce standard products, mitigate the risk of failure and reduce the scrap rate.
- Error – proofing
Human errors being limitless can magnify into a huge problem. Machine vision aids in producing error-free products which is impossible for humans. It eliminates any scope of defective or misassembled products through a detailed inspection.
- Safer products
By zeroing human involvement, the products will never be contaminated or the cause of health issues. Also, it is the best alternative to labor working in hazardous environments.
- Time-saving
Machine vision devices surpass humans in speed and accuracy. With sensors in the cameras, the devices promptly capture the data and examine even the microscopic details in seconds and report the flaws.
Also, Read The Impact of Machine Vision In the Manufacturing Space
Conclusion
The electronic industry is probably the most vulnerable to technological advancements. With innovations coming up at an alarming rate and prices going an all-time low, the industry is at the brink of disruption. With aggressive new competitors entering the industry, the businessmen have to sell at competitive prices by squeezing their profits. There is only one way to survive this cut-throat competition which is to manifest these innovations into opportunities for growth. The industry needs to be flexible and quick to incorporate the latest technological advancements.
Machine vision is the magical boost that your enterprise requires to churn out huge profits. Since its inception, machine vision technology has matured quickly. According to Vision Online, in 2017, the global machine vision market was valued at $7.91 billion. It is expected to achieve a value of $12.29 billion by 2023. This calculates to an annual growth rate of 7.61%.
The future of the Electronics Industry will be characterized by smart factories. These smart factories will be completely autonomous and highly efficient. Machine vision is the foundation of this idea. Together with artificial intelligence (AI) and the internet of things (IOT), it will enable the devices to not only perform repetitive tasks but also make the best judgments themselves.
Register For Our Upcoming Free Webinar
REGISTER NOW