The pharmaceutical industry was one of the earliest adopters of machine vision, as the incentives to guarantee product integrity and safety have always been foremost in this industry. Machine vision technology has advanced significantly over the years since its initial entry into the industrial sector. It is now suited for very specific applications in the pharmaceutical industry and creates productivity in a number of ways.
Quality and safety have always been one of the largest areas of concern for pharmaceutical manufacturing applications. Stringent FDA standards mean high levels of liability for errors in production. Here is where a major role in delivering consistently high-quality products in the pharmaceutical industry. Additionally, machine vision can also deliver productivity gains, within the confines of strict quality demands.
Manufacturing, shipping, and data processing are the most common use cases for machine vision in the pharmaceutical space. Machine vision has automated many different applications.
Related Article: How to Improve Quality in Pharma Industry using Machine Vision
KEY CHALLENGES AND APPLICATIONS IN THE PHARMA INDUSTRY
Some of the key areas of challenges and applications for machine vision in the pharma industry are:
Traceability
In the pharmaceuticals domain, it is imperative that drugs and all other products be trackable on their way to stores and distribution centers for maximum accountability and compliance. The products must also be traceable from the patient’s possession back to the manufacturer in case of any defects or unforeseen side effects.
Pharmaceutical companies are responsible for providing all the necessary tracking and manufacturer information with all of their products. Machine vision solutions can help consolidate all this information and deliver it across channels during many steps of the shipping process.
Companies can utilize machine vision software to ensure their tracking information is both accurate and readily available across the channels that would need to access it. This could be in the case of an emergency or a simple customer service inquiry.
The possible departments that could benefit greatly by using machine vision technology for this purpose are as follows:
- Factories and each of their various production lines
- Distribution Centers
- Warehouses
A machine learning model could also be trained to detect information from barcodes for retail inventory and serialization codes to prevent counterfeiting. Serialization codes could be related to the date of manufacturing as well as the factory or production line where the product was manufactured. This could help pharmaceutical companies to determine where and when a given product unit was made if they were ever asked.
Packaging and quality
One of the most prominent applications for machine vision software in pharmaceuticals is in the quality control and packaging departments. The possibilities for these range from the quantity and condition detection to the inspection of packaging and included items such as printed instructions and dose applicators. Companies can utilize machine learning on the production and packaging lines to ensure each of their production units meet their organizational quality requirements and other compliances.
The business problems within pharmaceutical quality control and packaging inspection that machine vision addresses most often are as follows:
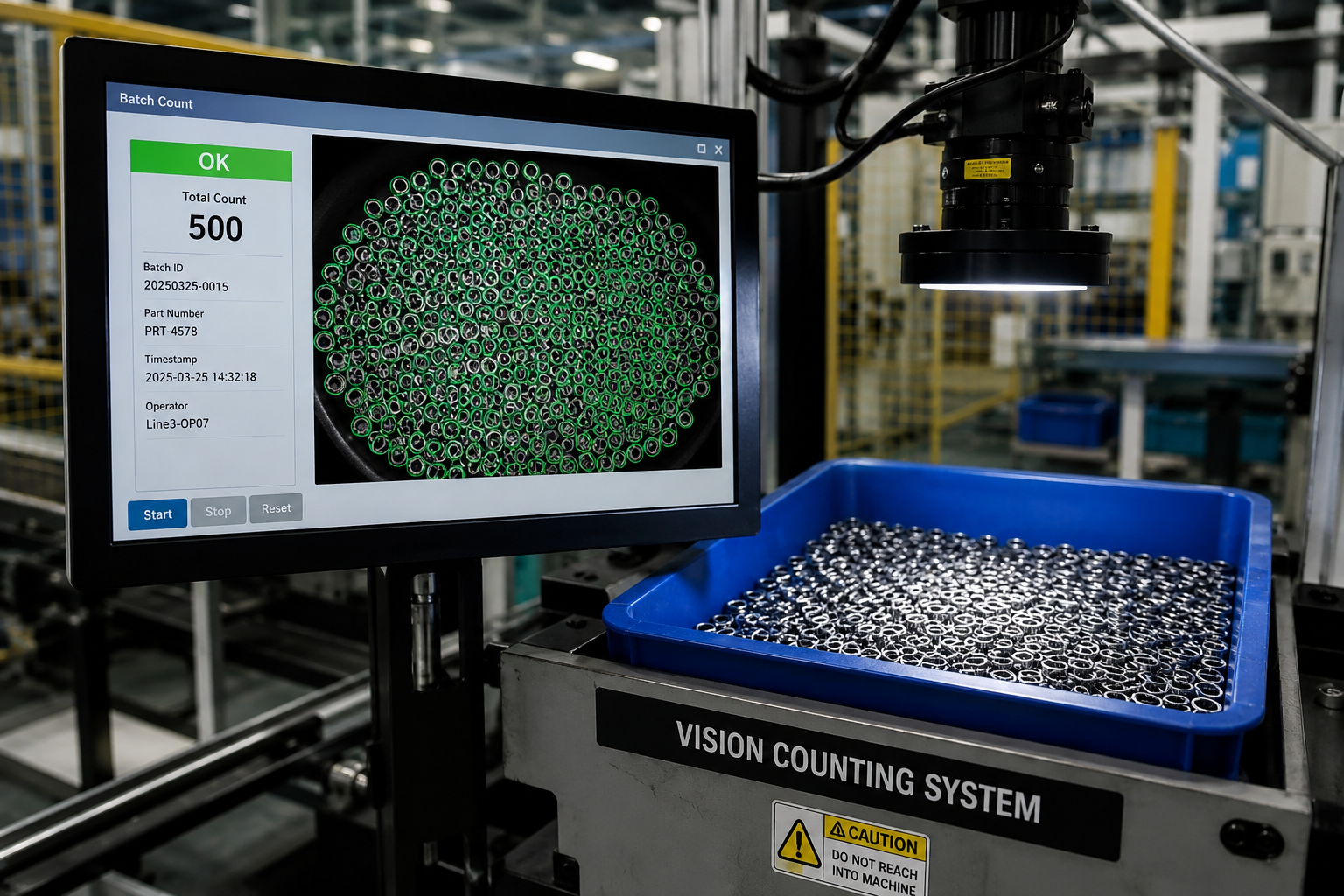
- Counting the number of pills each bottle is filled with Inspecting each pharmaceutical pill for accurate dimensions and any damage Inspecting packaging for quality control or damage Quality control of secondary items such as the instruction leaflet Label validation for product information and barcodes
Quality control can also be extended to a product’s packaging when used to detect the presence of childproof caps, plastic wrappers over bottle caps, the correct box, or any other packaging element. A camera at the end of the production line could feed a machine learning model footage of each unit being packaged, and it would scan the video for each item being attached properly.
Also Read: 3 Reasons for choosing Machine Vision in Manufacturing
Quality inspection of blister packaging
When it comes to product safety, package integrity, and compliance, pharmaceutical companies cannot take any risks. After all, incorrectly packaged or damaged products may result in expensive manufacturer recalls potentially fatal accidents and damage to brand reputation.
That is why blister packaging needs to be carefully inspected after primary package filling and prior to secondary packaging. It is not enough to just detect the presence of a product and identify any empty blister cavities. With blister packaging inspection, the following things need to be inspected with machine vision:
- Missing Tablets Wrongly Shaped Tablets Cracked/Broken Tablets Colour Differences (Bi-colour, Tri-colour Tablet/Capsule) Object Oversized and Object Undersized Area Misalignment of Tablet Presence /absence of 2D Barcode and Pharma Code
CONCLUSION
The advances in technology and processes of the smart factory, which epitomize Industry 4.0, will see the pharmaceutical industry become a hub of innovation and an attractive sector for technological disruptors. If traditional companies are to remain at the forefront of the industry, digital transformation into the usage of technologies such as machine vision is the only option — ensuring speed, accuracy, and compliance with legislation.
Register For Our Upcoming Free Webinar
REGISTER NOW