Introduction
Contaminants are unwanted, a foreign matter that can enter into a production line via several media such as personnel, equipment, raw material, packaging material, and a lot more. Given the number of processes through which a product passes and the numerous sources of contaminants, contamination is only natural. These tiny foreign substances that might seem harmless can often have catastrophic consequences, especially in the F&B and pharma segment. Contaminated products also attract costly lawsuits from consumer rights forums and quality regulation authorities. Since harmful contamination can take place at any point in the manufacturing and processing processes, effective contamination detection at the end stage is the last line of defense. Let’s now understand how machine vision can help the pharma and F&B industry with an accurate contamination inspection process.
Contamination Inspection in Pharmaceutical and F&B industries
One of the most critical factors that must be considered in the manufacturing of pharmaceutical products is the prevention of contaminants. The presence of some foreign matter within a dosage can jeopardize its quality. Contaminated medications can have different effects on the patient to whom it is administered, depending. It is necessary that the contamination levels stay below specific tolerances. The same is applicable to the F&B industry.
Contaminated food products can have serious consequences, ranging from side effects to health risks for the consumers. Food contamination can occur due to chemicals, microorganisms, and physiological factors. Common food contaminants include food processing contaminants, environmental contaminants, unapproved adulterants and migrants from packaging materials. Also, the pathogens that thrive in food products might cause changes in odor, flavor, appearance, and other features of the food products.
Also, Read Inspection of Bottle Caps
How Machine Vision Can Automate Contamination Inspection
By now, we know that effective contamination inspection is of critical importance to the pharma and F&B industry. Still, the most common way for contamination detection in F&B manufacturing and drug manufacturing continues to be the human eye. Manufacturers have come up with quality protocols governing the inspection of the product, the duration, and the frequency of inspection. Whether manual inspection relies on the naked eye or magnification under proper illumination, it is still full of flaws.
On the other hand, machine vision technology can automate the time-killing and arduous process of contamination while providing considerable accuracy. Actually, machine vision “sees” the object via cameras, and then the vision software applies algorithms to evaluate the determined features of the product. If any contaminants are found, the product is removed from the chain. Moreover, machine vision systems can constantly improve while performing using Deep Learning algorithms.
A newer technology, near-infrared (NIR) cameras that further enhance the capabilities of machine vision cameras. For example, sometimes, physical damages don’t appear on the outer surface. NIR technology lends the ability to detect interior damage before it even appears on the exterior. This provides a distinct advantage over human inspectors and previous-generation technologies.
Let us now compare the two methods mentioned above on some key metrics:
- Accuracy
Since manual inspection relies on inspection by the human eye, tiny contaminants can pass unchecked. Instead, automating contamination inspection with machine vision offers much higher accuracy.
- Productivity
Proper manual inspection demands a lot of time which in turn translates to low throughput. Machine vision can help manufacturers save considerable time and effort, which can be directed to problems that actually demand creative or critical thinking. Concisely, machine vision inspection systems can help increase the net productivity manifold.
- Expenses
Employing a workforce to check for contaminants can prove to be quite expensive. Lower accuracy will reflect in customer dissatisfaction, product recalls, and other associated costs. While the development and installation of machine vision systems might incur some initial costs, manufacturers can save a lot of resources in the long run.
Also, Read Bottle Cap, OCR, Level, Label and Barcode Inspection
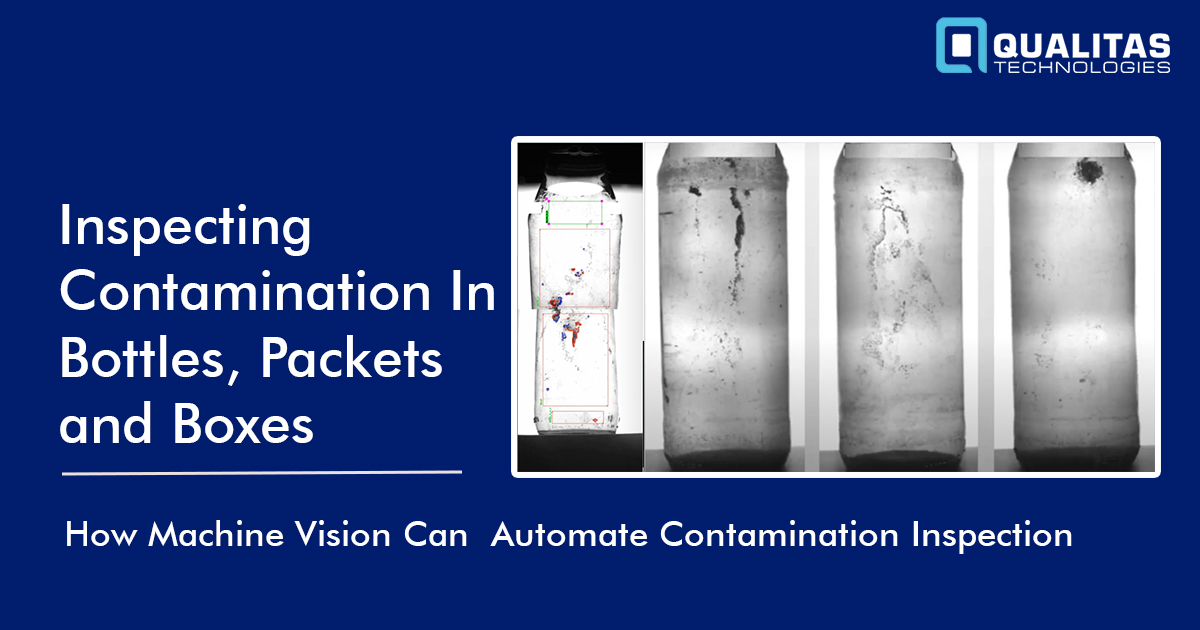
Qualitas’ Solution for Inspection of Contaminants in Bottle Samples
Qualitas Technologies has developed a machine vision solution for contamination detection in filled bottles. Our solution involves the use of techniques such as blob detection and edge detection among many others. Two cameras were positioned at 45 degrees on either side of the conveyor. Two backlights are also placed near the conveyor. The backlights help in enhancing the visibility of contaminants for inspection. A live feed of the bottles can be seen on the monitor. Then, based on the determined tolerance and accuracy levels, Qualitas’ software automatically implements inspection techniques and outputs either “Pass” or “Fail”.
Conclusion
Contamination detection and prevention are of paramount importance in the pharma and F&B segment. Stringent regulations enforced on these industries demand compliance. Manual inspection falls short in terms of accuracy and speed. Clearly, manufacturers must look for automation opportunities in contamination inspection.
In this blog post, we discussed why contamination should be avoided, and its effect on F&B and the pharma industry. We then understood why machine vision-backed contamination inspection solutions have an edge over the manual alternative. In the end, we delved into how Qualitas developed an effective inspection solution for contamination detection in bottles.
Get In Touch With Us






