Applications for machine vision are unlimited and today’s case study just showcases that yet again. Most of us are in the perception that vision system is high-end technology and it has limited usage but that’s not it is, lets’s see how machine vision has been useful for Lumber production.
If a tree falls in a forest, and a certain kind of person is there to see it, the ensuing discussion is not likely to focus on philosophical concerns. Indeed, for someone in the forest products industry, more relevant interests will be connected to what type and grade of wood that tree represents, and then finding the most efficient way to cut it to derive the maximum benefit from the material. The market for lumber is in a constant state of flux. Factors such as the time of year and current customer demand compound the necessity for mills to be highly efficient to stay competitive—and this efficiency must start almost immediately after a tree hits the ground. Machine vision systems provide one important way for the industry to compete. They can be used in tandem with automatic grading applications, for example, in which image data is analyzed to locate and identify wood defects that can manifest themselves in a variety of ways. But for those and other related systems to be truly useful, they must be able to process lumber at least as fast and accurately as a skilled human grader or saw operator. Still, of all the components that comprise such a system, the one that can be the most challenging to get right is the underlying camera technology itself—a lesson well learned by a New England-based mill with deep roots in the industry.
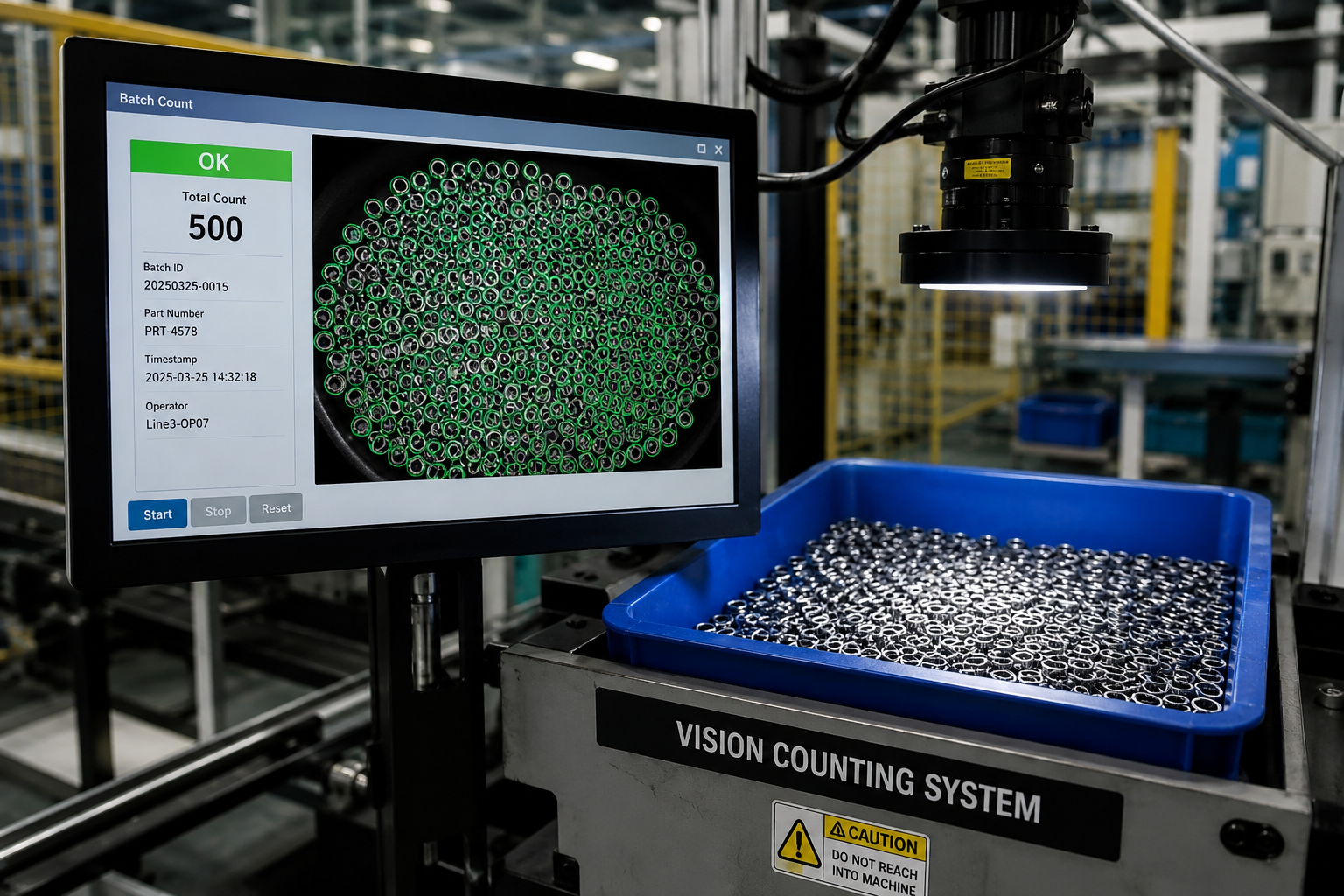
To adapt to environmental conditions, the vision system offers automatic ambient light detection, changing the exposure time quickly to ensure needed contrast; overhead LED lighting provides greater consistency.
A Rich but Inefficient History
A family-owned business with four generations of experience in the forest products industry, Pleasant River Lumber produces more than 100 million board feet of spruce and eastern white pine dimensional lumber annually from its three mills in Dover-Foxcroft, Hancock, and Enfield, Maine. The company’s reputation has evolved from its commitment to producing the highest quality product on the market. To that end, it prints an American flag and the grader’s name on all the lumber it produces.
In Pleasant River Lumber’s original approach to lumber processing, tree-length logs—up to 64-feet long, the most economical for a mill to purchase—were delivered to the mill yard where five large circular saws are known as “slashers” cut them into 16-foot lengths, usually leaving only a short piece as waste.
“Since the entire process was done manually on multiple logs at the same time, there was no optimization of the material or of the time and effort required to process it,” explains Christopher Brochu, one of the six partners who operate Pleasant River Lumber. “A human being made a decision as to where to cut each log, and it was impossible to determine accurately how to cut the log to get the greatest value from the material.”
In addition, operating the slashers themselves was expensive in terms of fuel and labor costs, and the company lost money on the waste material, which often had to be trucked away from the site.
With tree-length logs, up to 64 ft. long, the vision system must calculate the precise length and diameter of each tree-length log in about seven seconds, and communicate this data to a PLC which determines the optimum location for each cut.
Thanks to our technology partner Teledyne Dalsa and reading more about this application.