Human inspectors use a simple vision to detect flaws and judge the quality of products. Such methodology is open to errors and is time-consuming. While industrial robots have taken over various manual operations, they are being improved daily. It is the machine vision that serves as eyes for these robots. Machine vision can also work independently, analyzing data from various sources such as images and videos, and provide an output based on the extensively trained machine learning model. The primary motive of most machine vision systems is to improve the productivity and quality of the products.
In this article, we will cover various industries that can be transformed by machine vision.
Farming
Computer vision has a wide range of uses in farming. Right from analyzing the land to check for ripeness, machine vision helps in reducing cost for the farmers and maximizing the output.
- Identification of weeds: AI-enabled drones can get a complete aerial view of the farm. Then the images captured can be used to identify weeds and unwanted plants among crops.
- Detection of ripeness: The University of Campinas and the Lordina State University of Brazil have collaborated to develop a computer vision technology that can detect papaya’s ripeness through images. This will help the farmers segregate the ripe fruits that will be sent to local shops, while the less ripe will be sent for export.
- Livestock management: A well-trained machine vision drone can be used to identify livestock, count them, and monitor them without human intervention. Such technology will surely help animal husbandry flourish.
Also, Read IMPACT OF MACHINE VISION IN THE PHARMA INDUSTRY
Retail
Machine vision is setting up a mark in the retail industry. And after the COVID-19 outbreak, it is widely being adopted by shop owners. From cashier-less stores to personalized recommendations, AI is changing the user experience at a retail shop.
- Cashierless store: A completely automated store has been established by Amazon- Amazon Go. Several overhead cameras detect if you have purchased the item, and while leaving the store, the bill is automatically deducted from your Amazon Pay wallet. There is no need to wait in a queue and pay the bill, all thanks to machine vision.
- Personal recommendations: Upmarket candy retailer Lolli & Pops has devised a system where customers are recognized through their facial features and are given recommendations based on their previous orders.
- Marketing: The cameras may detect your likeness for a product with its behavioral analysis. If you haven’t bought the product, messages and emails will be sent to your registered contact information regarding those products.
Also, Read Machine Vision In Plastic Industry
Healthcare
There has been significant progress in the healthcare industry with the introduction of machine vision. Visual data is readily available in the form of CT scans, X-rays, etc. Here is how machine vision helps in analyzing these data-
- Detection of brain bleeding: A tech startup named MaxQ AI has developed a software that detects brain bleeds in CT scan images. This has increased efficiency by eliminating manual checking by doctors.
- Analysis of X-ray: Microsoft has developed software that can detect tumors and abnormalities in an x-ray. Hence, the radiologists can focus more on the cases where problems have arisen than on healthy scans.
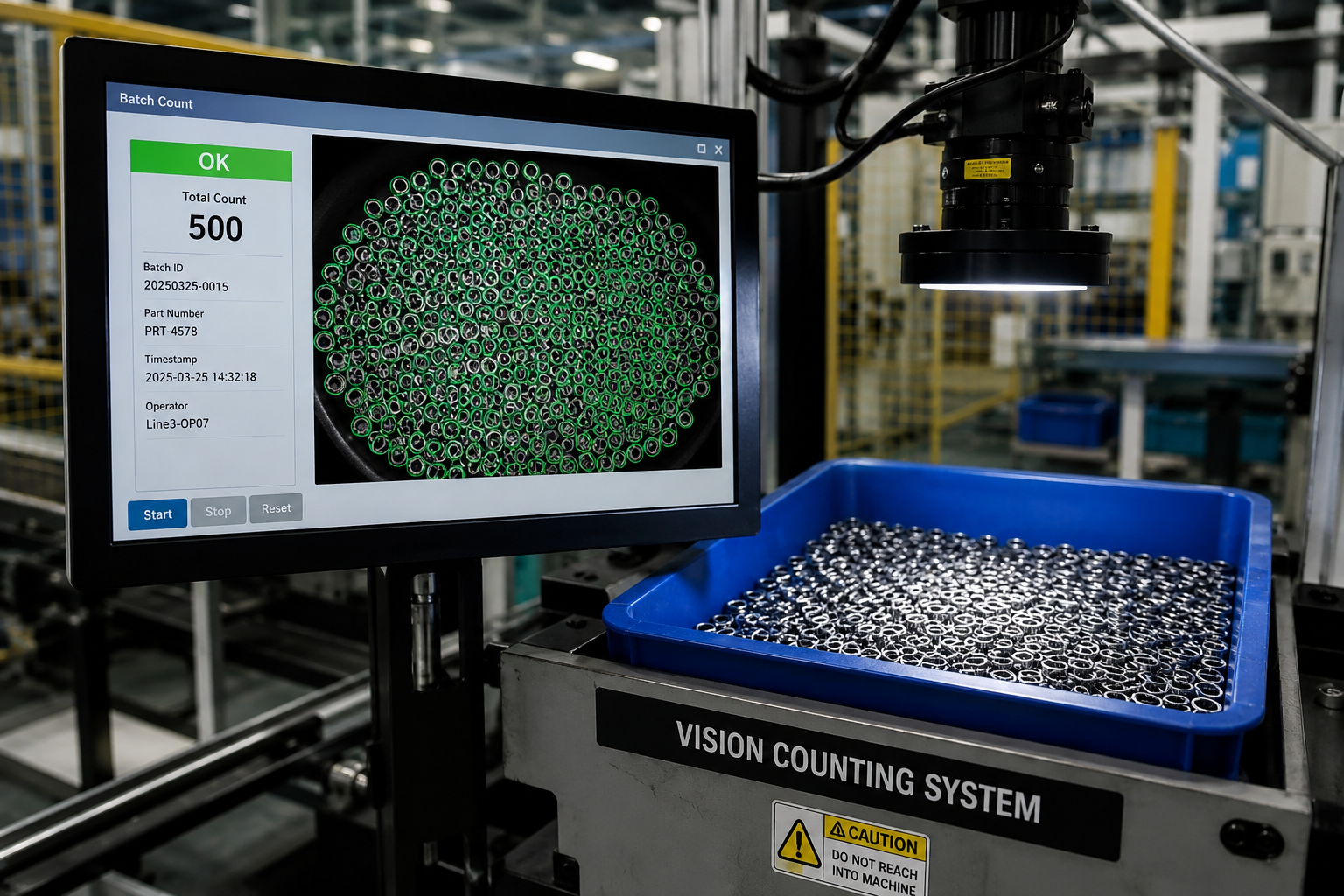
Manufacturing
With the advancement in technology, machine vision is shaping the manufacturing industry. Machine vision has now become the eye of the production process.
- Reading barcodes: On a large scale, reading barcodes is not an easy task for humans. A handheld barcode scanner is usually time-consuming and prone to human errors. Machine vision has been able to accomplish this task with maximized efficiency and minimize error.
- Packaging Inspection: For pharmaceutical companies, it is critical to count capsules and tablets while putting them in the container. Computer vision can easily do this without any human intervention. At the same time, it can also detect damaged tablets for quality check.
Automotive Industry
Computer vision is becoming an emerging tool for the automotive industry. It can be seen both on the roads and the production environment.
- Driver assistance: Its most common use case is in autopilot systems to detect lanes and vehicles. It can also be used for safe parking and avoid small accidents that occur due to reversing in tight cases. Though there is room for improvement, we can still be sure that it will be successful in the near future.
- Electronic controls: Machine vision has a significant impact on the production line of the automobile industry. Human operators had to tuck in electrical wires at the sensor’s body previously. Since it was a repetitive task, it often resulted in short-circuits and other failures. Computer vision software was installed by the company to overcome this problem, which guided the robot. Now the wires are accurately tucked in place, improving the company’s output.
Also, Read Machine Vision’s Impact In Food And Beverage Industry
Computer vision has already marked its presence in various industries. As computer vision technology is becoming increasingly cheaper and easier to deploy, it is expected to see applications of machine vision over a broader range of industries. With its high accuracy and cost-efficient solutions, installing a machine vision technology should be the first step towards building a high tech production.
Register For Our Upcoming Free Webinar
REGISTER NOW