With a combination of cameras, sensors, and computational power, machine vision systems can understand images and enable other machines like robots or other industrial tools to complete various tasks like quality verification and object identification.
Table Of Contents
1. How does Machine Vision work? 2. What is the learning flow in this model? 3. What is an unsupervised learning model? 4. How to train machine vision with an unsupervised learning model? 5. Applications of Machine Vision in manufacturing
In industrial automation, machine vision is the ‘eye’ of the model. With a combination of cameras, sensors, and computational power, machine vision systems can understand images and enable other machines like robots or other industrial tools to complete various tasks like quality verification and object identification. In the manufacturing industry, inspections are an integral task of the manufacturing process. Machine vision has vastly improved the inspection process by making it faster and more accurate. The machine vision models can identify defects, track objects, read barcodes and measure the dimensions of objects with powerful image processing abilities.
How does Machine Vision work?
Machine vision performs any action based on what it has “learned” in the training period. It functions with the help of data analysis. When a model is built, it is fed a lot of training images which are segregated into right and wrong choices. Each time the system makes a wrong choice, it analyzes the mistake and learns from it. This learning is “supervised” which means the training data is provided by an external source and the outcomes are also labeled as correct or incorrect. This type of learning gives the model a direction externally through which it can correct itself.
Also, Read 3 Most Important Elements of Machine Vision: Explained
What is the learning flow in this model?
- Data collection – The first step of any machine learning model is the collection and systematization of data. The amount of data fed into the system is directly proportional to the accuracy of the machine vision system. However, data that is collected must be relevant to the application for which the model is being used and labeled properly into categories.
- Pre-processing – Once a dataset is built successfully, it is pre-processed in three steps. The first step is to clear the data of any outliers, which can confuse the algorithm. The second step is data scaling through normalization and standardization techniques. Finally, the data is organized into collections to be used on the machine vision system.
- Balancing the datasets – The datasets are graded based on their requirement. There are two categories in which datasets are split, i.e., training data and validation data. Balancing the data in these datasets is important so that both the datasets have the same proportion of similar data inside them.
- Training the model – The model is trained with the help of a loss function. An initial learning rate is set randomly, and from that reference point onwards, the loss function is calculated and optimized to train the model.
- Evaluating the performance – Training of the model is done with the training dataset while evaluation is done with the help of the validation data set. This dataset provides the model with a challenge and simulates industry conditions for the system to handle.
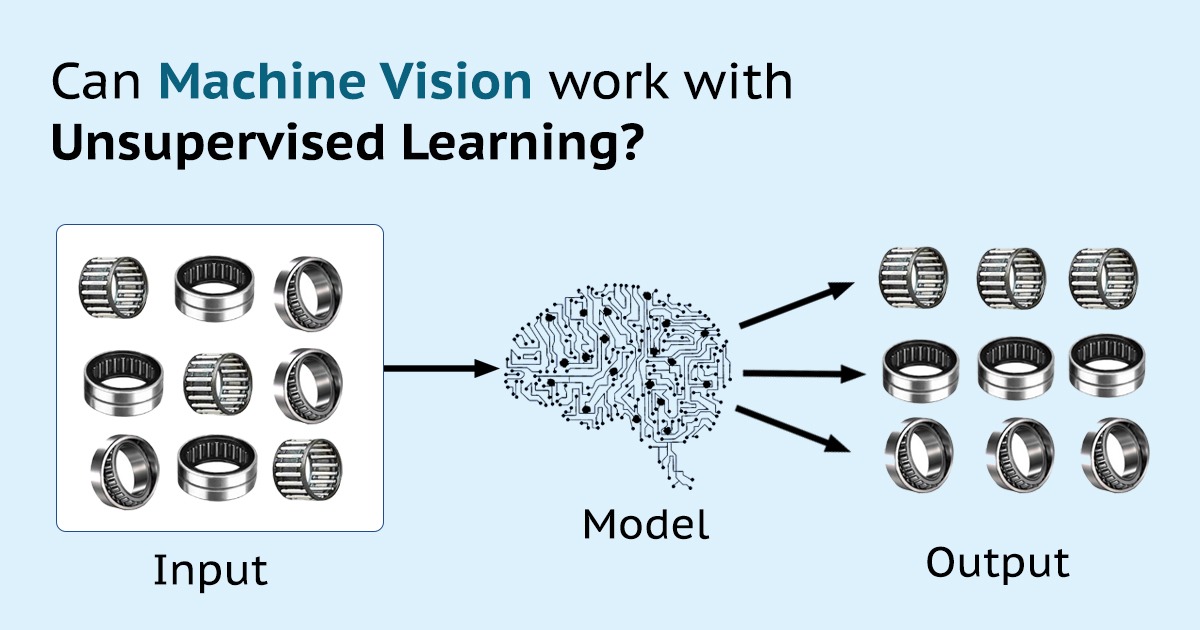
What is an unsupervised learning model?
Unsupervised learning model in machine learning uses unlabeled data for training. It analyzes and clusters such datasets to discover data groupings or hidden patterns. With these results, it further finds similarities and differences in the collected information. It can perform all these tasks without human intervention. Unsupervised learning models can simplify machine vision systems by minimizing the need for manual assistance in any of the functions it performs.
How to train machine vision with an unsupervised learning model?
The biggest challenge of an unsupervised learning model is the size of data that needs to be fed into the machine vision algorithm for it to successfully distinguish between two images, one which has no defects and the other which does. AI has made it easy to overcome this challenge with the help of various ways –
- Synthetic image generation – Image generation can be done with the help of textual description using Generative Adversarial Network or GAN. Machine vision models can use such images as training data and improve their ability to recognize defects without human intervention.
- Transfer learning – Transfer learning is a machine learning method that stores the knowledge developed while solving a problem and uses it to solve another different but related problem. With the help of transfer learning, training given to a machine vision system can be transferred to another without going through another cycle of the learning period.
- Image augmentation – Image augmentation is the artificial generation of training data through various ways of processing or combining multiple processing like shifts, shears, flips, and random rotations. This also reduces the size of training data required for training a machine vision model. The labeling and teaching bottleneck is overcome and systems are trained faster without any assistance.
Applications of Machine Vision in manufacturing
- Object Detection – With machine vision, individual objects which are relevant to the inspection process can be identified from images instead of trying to identify the entire image.
- Surface defect identification – In quality control techniques, surface defect identification in casting components, bearing and various metal surfaces can be done quickly and accurately with the help of machine vision.
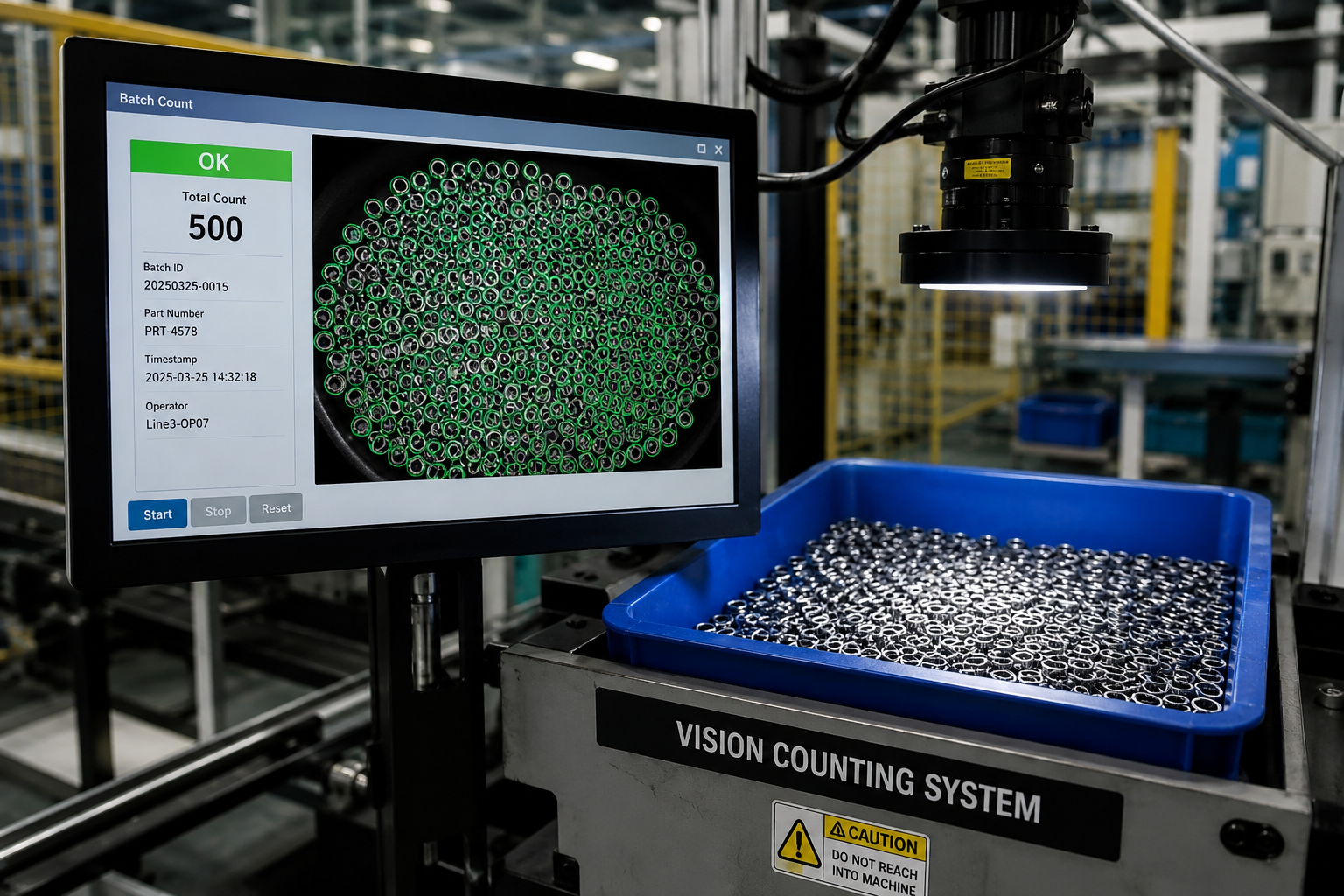
- Parts counting – Using object identification techniques, the machine vision model can detect parts of equipment and count the parts for logistics purposes.
- Measurement – Length, width, surface area, and volume of an object can be measured with machine vision which helps in determining space parameters while transporting the equipment.
Also, Read 3 Uncommon Applications of Machine Vision
Thus, machine vision learning algorithms have advanced over time. From manual training, it had advanced to supervised learning and now it is heading towards unsupervised learning. There are various processes in which unsupervised learning is used in machine vision. Using unsupervised learning, the computational bulkiness of the machine vision system can be reduced as the training data doesn’t need to be collected separately. Generation of data through AI for AI is the main target of the unsupervised learning algorithm. Once successfully trained, machine vision systems will be useful for object detection, parts counting, measurement, and so on with greater efficiency and accuracy.