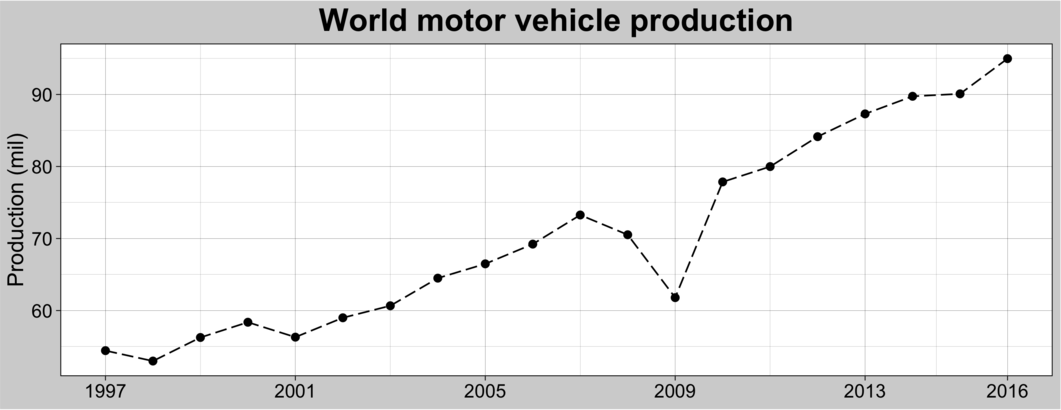
The automotive industry shares a huge market in the manufacturing sector in many developed and developing countries, and manufacturing production has been steadily rising YoY. In 2018 alone, there were nearly 95.6 million automobiles produced around the globe.
The industry is constantly competing with each other and new technology developments are a constant need to increase productivity and quality and to reduce cost. Automation is thus a much needed necessity in the assembly line. With strict quality demands and extreme cost sensitivity, manufacturers rely heavily on the automated processes to perform quality control of intermediate and of course the final product.
In this context industrial image processing or machine vision plays a great role to optimize a variety of processes in the production chain such as automated production, quality inspection, and logistics. The technology can be used to visualize the surface defects on the component, dimension checking, presence/absence, and many others. The algorithms of machine vision require seconds or even milliseconds to detect and process the image information. Hence large quantities of products can be inspected in very little time.
Why is Machine Vision Important In Automotive Manufacturing?
The automotive industry is highly competitive and is driven by quality to stay ahead of the competition.
- The cost of quality is high as automotive recalls have been increasing in frequency and intensity. In the United States, for example, the number of vehicle recalls has grown over the past 20 years to the point where the market experienced more than 1000 vehicle recalls. The scale of each recall is growing bigger. Volume OEM’s are struggling more as compared to the premium OEM’s, as the former have recalled twice as many vehicles compared to the latter. With the new trend of autonomous vehicles, the quality and safety requirements will be even higher and require a zero-defect mindset.
- Penalties for poor quality are high in the supply chain as every logistic movement of the final product costs to the company.
In spite of the above reasons, quality control is still largely a manual process. Most quality issues arise due to human errors.
Thus Automating these processes is the only way out of this problem. Machine Vision offers these automation capabilities.
Comparison of AI with Heuristical (Rule-Based) Vision System
Before AI was an option for Industrial Machine Vision, systems were deployed using heuristical machine vision software. A heuristical machine vision software employed the use of certain programmable rules and image processing functions that operate on the image. In other words, if you wanted to identify a part, you would have to program a rule or a set of rules which when executed will identify this part. As an example, a rule like a color match, or a pattern match (based on edges), or whether the size of a blob matches certain criteria can be used for this purpose.
In the below application, the parts are identified as Part 1 and Part 2 using an image processing tool that works on comparing the intensity values of R, G, and B channels respectively. In the below example, the average values of RGB were found to be 12,8, and 4 respectively.
However, this would not be a very strong rule, as there could be variations between individual parts of the same variant. Other challenges could arise due to variations in the background or orientation. Updating the solution with a new set of the master image is cumbersome as the variations increase. This leads to more rules being applied, thus increasing the complexity and reliability of the solution.
AI-based systems, on the other hand, has a simple training methodology. Unlike conventional rule-based systems, there are no rules to be programmed for “teaching”. We just need to label (or tag) the image and the system automatically learns based on these training images. Furthermore, the training images can be further augmented with system generated images based modifications to the original images. These modified images are created with variations in luminance, contrast, shear, rotation, scale, etc further strengthening the learning accuracy.
Below are some examples of how the AI-based system can be used for a wide variety of applications in industries-
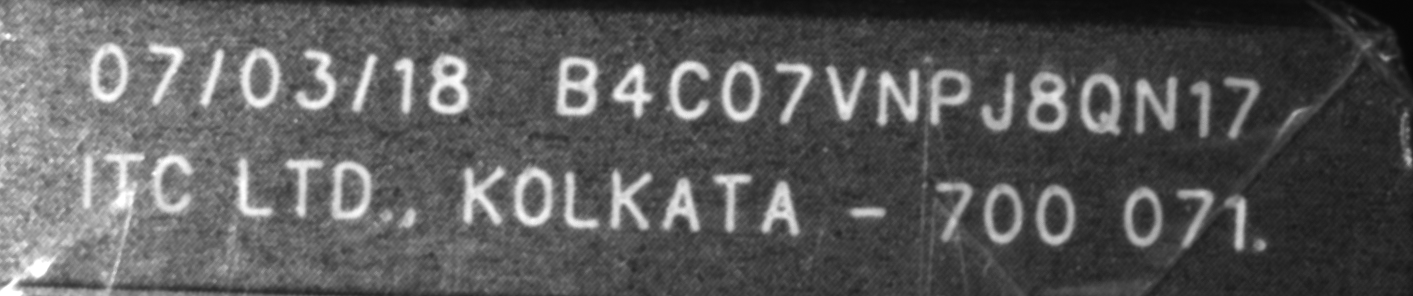
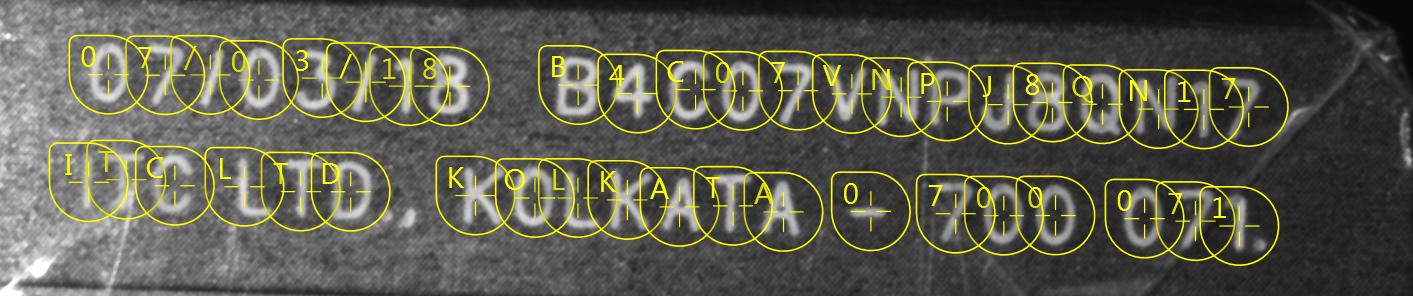
- Reading of OCR on a cigarette packet. For more details, you can visit
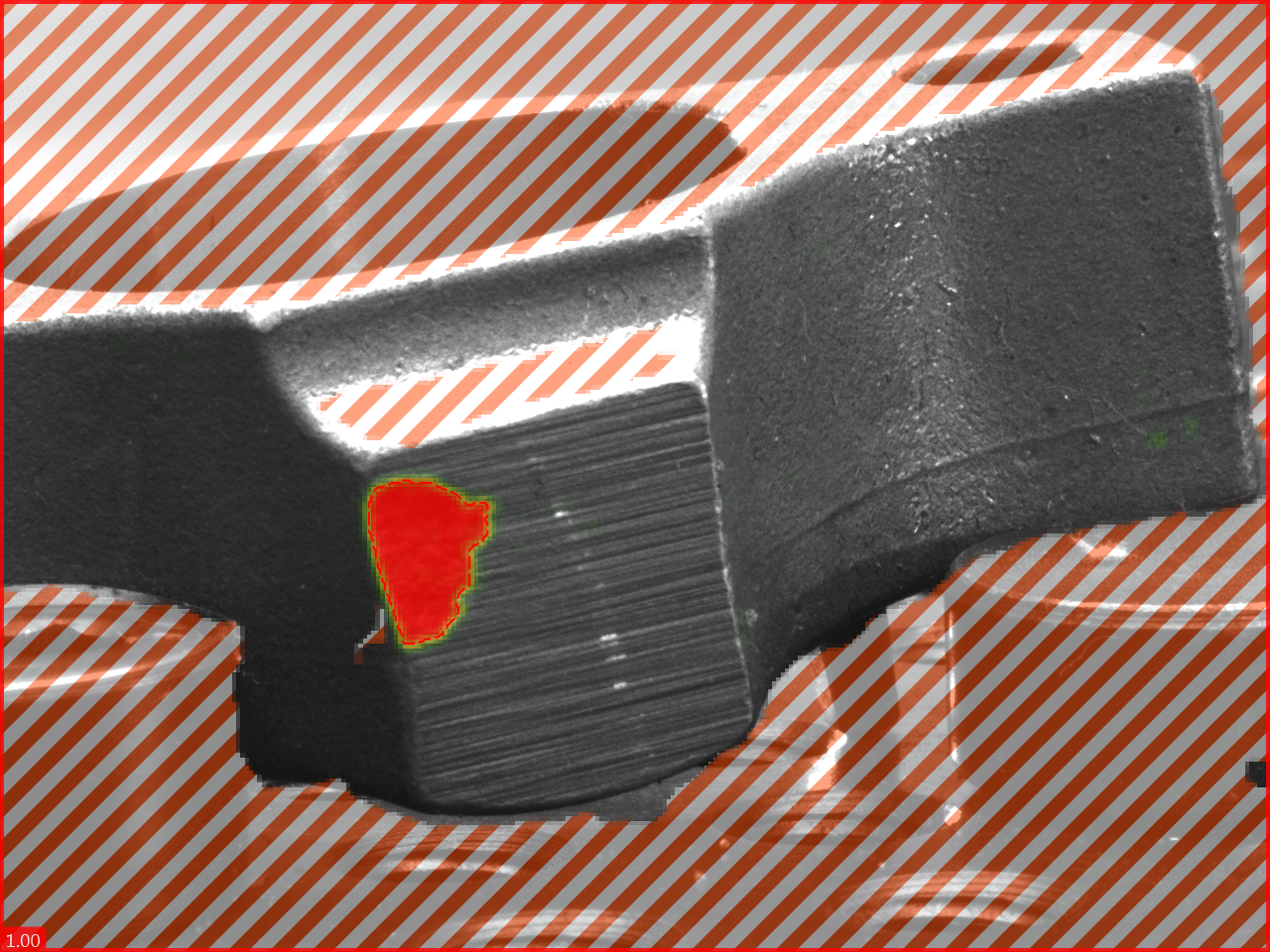
Optical character recognition solution page. - Surface defects. For more details, you can visit
Surface defect inspection solution page.

3. Object Counting. For more details, you can visit
Watch Video


Getting started with Machine Vision
- Identify the critical areas that you want to automate. Most times, it’s tempting to automate everything, but the cost and ROI may not benefit this automation.
- Plan a material handling flow. For Machine Vision to work, the parts must be imaged by the camera system in a consistent way. For that, material flow needs to be consistent (either uses a conveyor, robotic guidance, pick and place automation, etc).
- Plan for the various angles that need to be imaged and design camera mounting accordingly.
- Design the solution for the required application.
- Test the solution run time and fine-tune it for improved accuracy.
This can be done with the help of a qualified solution provider (like Qualitas Technologies). We have an in-house built, flexible fixture for mounting the camera and illumination accessories and a deep learning based application(QEC) for developing the AI-based solution.







Hi, I am looking for a partner to develop a QA solution for a customer. I would like to get in contact to get some more information about your software.
Best regards,
Francesca Margherita