
CLIENT/INDUSTRY BACKGROUND
The client is a manufacturer of innovative hi-tech products to solve real-world problems. They manufacture steel wires. These steel wires are used for multiple applications. Steel wire is used for a wide range of applications such as wire for tires, hoses, galvanized wire and strands, ACSR strands, and armoring of conductor cables, springs, fasteners, clips, staples, mesh, fencing, screws, nails, barbed wire, chains, etc.
PROBLEMS
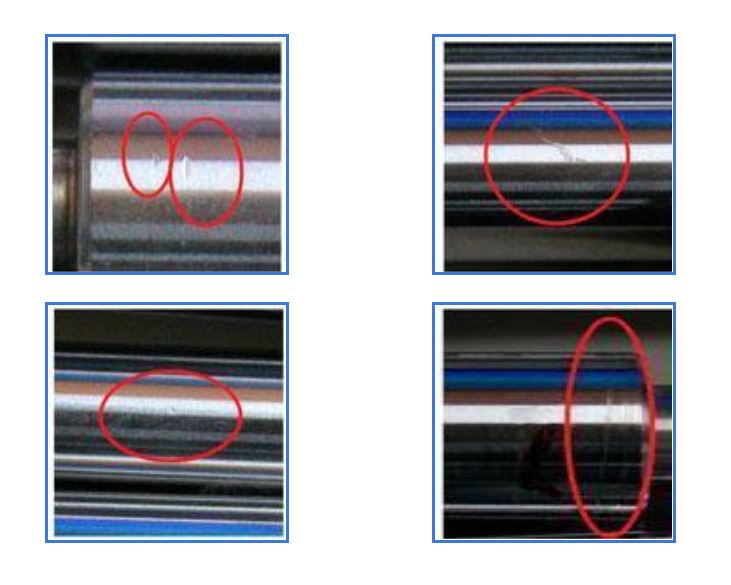
False acceptance of the following defects –
The hair-line cracks, hot cracks, and cold cracks are mainly caused by excessive surface burn, decarburization, loosening, deformation, and excessive internal stress in the processing (forging, rolling, heat treatment, and tempering) and too many surface impurities such as sulfur and phosphorus.
PROBLEM IMPLICATIONS
Steel wires are used in multiple products like tires, hoses, springs, etc. Leaving such defects un-inspected is affecting the quality of the secondary products.
CLIENT REQUIREMENTS
To automate the process of the surface defect identification on the steel wire with the help of machine vision at a very high speed.
DEFECTS
CURRENT PROCESS
Manual Inspection is being done at the final stage, as it is not possible to inspect the wire at 500 meters/minute.
- Lack of scrutiny during the production process results in an increased number of defects.
- Unable to identify the root cause of anomalies during different stages of production.
BUSINESS IMPACT
- Wires with defects are sold at lower rates yields shrunk revenues.
- Increase in cost of quality (COQ)
- Increase in cost for labor training
SOLUTION USING MACHINE VISION AND AI
A camera or set of cameras with appropriate illumination (red lights in this case) is set up to identify the defects on the workpiece. Images are captured and sent to the software (Qualitas EagleEye® Platform) cloud where the training is done using DL algorithms. Once the program is trained, real-time classification of blends takes place, based on which the results are sent to PLC to take action.
IMAGES
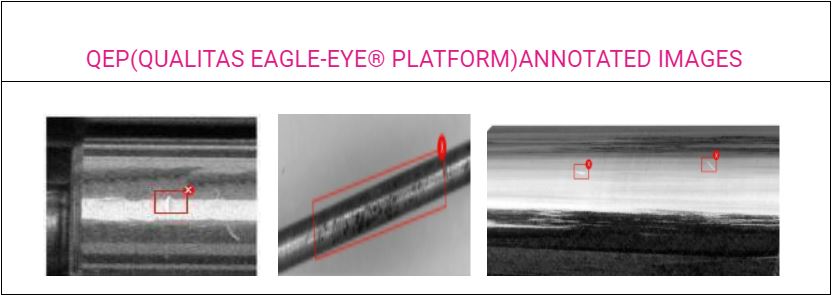
QEP(QUALITAS EAGLE-EYE® PLATFORM)ANNOTATED IMAGES
Also, Read Surface Inspection Of Steel Pipes
CONCLUSION
A POC(Proof Of Concept) is conducted, surface anomalies are detected, and an alarm is buzzed. It is observed that the machine vision system is capable to eliminate/reduce human interference. Attained accuracy of defect detection (in POC) is close to 99 percent.
Get In Touch With Us







Hi my friend! I want to say that this article is amazing, great written and include almostall important infos. I would like to look more posts like this .
Enjoyed every bit of your article post. Thanks Again. Fantastic.
Great ? I should definitely pronounce, impressed with your site. I had no trouble navigating through all the tabs and related info ended up being truly easy to do to access. I recently found what I hoped for before you know it in the least. Quite unusual. Is likely to appreciate it for those who add forums or something, site theme . a tones way for your client to communicate. Nice task..