Machine vision has been the elusive component of artificial intelligence for many years. Machines could act and think like humans, but the power of sight was a major achievement. To see and interpret the world around them has become a tangible reality. The computer vision market has taken a huge leap and integrated itself into our daily lives. The computer vision market is expected to reach a value of 48.6 billion USD in 2022 and hence is a very promising UX Technology. The function of machine vision is to create digital systems which will process and analyze visual data just as human beings can.
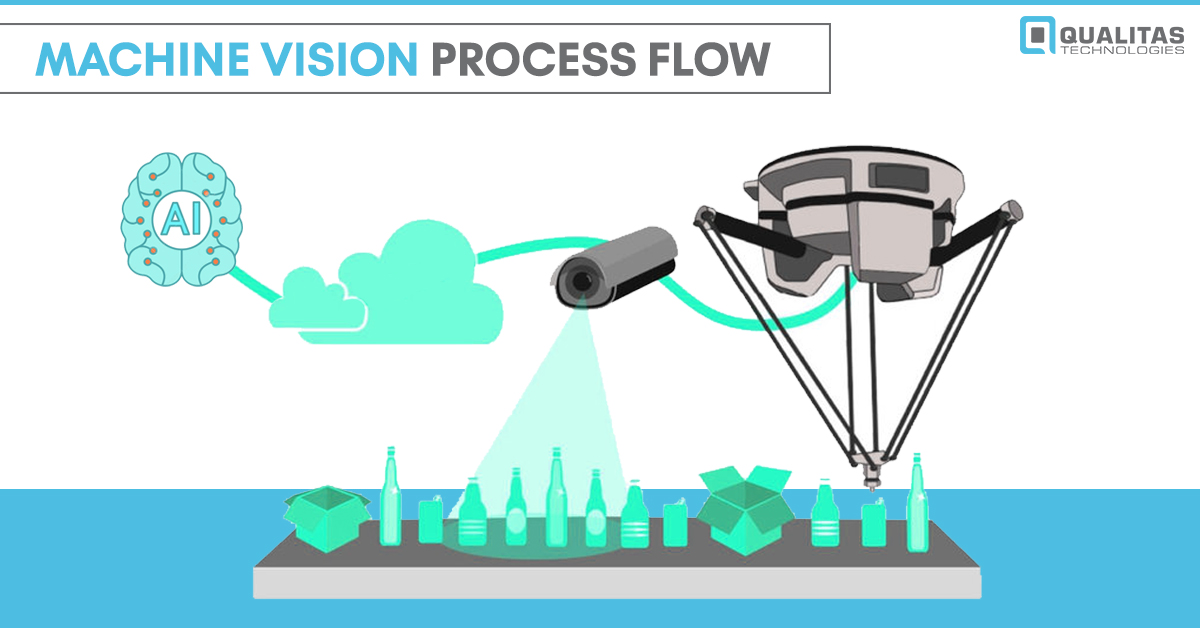
What is the process flow of a machine vision system?
- Pre-process Automation
- Simple Image Acquisition
- Image Processing
- Post-process Automation

Also Read, 7 APPLICATIONS OF MACHINE VISION
Pre-process Automation –
This is one of the most important steps of the machine vision process. Here the system configures itself for the image acquisition. The machine vision system has to capture the best possible image for the best results. The machine vision system witnesses various kinds of objects throughout the day that may vary in shape, size, or orientation. The configuration must be such that it can change its working distance or zoom in and out if required. A dedicated 360-degree inspection will meet the expectations of a predetermined quality standard and deliver optimum results. This mechanism is called the pre-processing automation step of machine vision process flow. A few ways of doing so are –
- Usage of conveyor belts
- Pick and Place Systems
- Manual Alignment, i.e., placing each screw in the right alignment manually
- Robotic Camera Movement
Simple Image Acquisition –
Lights to illuminate the area of interest –
Illumination is the most important factor of image acquisition. A uniform illumination throughout all the visible object surfaces is a must to adequately capture the image. The system must be set up in a way to avoid shadows and glares. Backlighting, dark field lighting, grazing, low angle linear array are illumination techniques that can be used.
Cameras as per the requirements –
Cameras are responsible for fetching light information from a scene and converting that information into a digital equivalent, or pixels. The key aspects of a camera’s image sensor correspond to the number of rows and columns of pixels the sensor accommodates and the resolution. Higher the resolution, the more the data a system collects.
Sensors for trigger –
Sensors in an industrial camera are continuously exposed because of the absence of a mechanical shutter. A free-running camera reads information from the sensors all the time. When an image query is performed, the current image gets captured completely. Push buttons, sensors, and PLCs can perform such image queries.
-
Lenses for magnification –
The light coming from the source will be focused adequately only when the lens is working properly. The image will be captured with maximum clarity. To calibrate magnification, two things should be kept in mind, the desirable field of view and the camera’s image sensor size. The most commonly used lenses are –
- Standard Resolution Lenses
- Macro Lenses
- High-Resolution Lenses
- Telecentric Lenses
Related Article: IMAGE ACQUISITION COMPONENTS
Image Processing –
Image Preparation –
The acquired data in the image acquisition step is usually messy. The machine vision system needs to be fed with standardized and cleaned-up data. The image preparation may involve converting color images to grayscale to reduce computational complexity, standardizing images to have identical widths and heights and scaling, rotating, and other typical transformations. Image preparation does not have a holy grail of steps and it varies from project to project. Sometimes you might need to remove background colors from your image to reduce noise. At other times, you might need to brighten or darken your images.
Algorithms used in inspections –
Deep learning technology and convoluted neural networks are the two algorithms that are used together to process information obtained from the image and make predictions. Deep learning results in robust recognition rates owing to its ability to analyze and evaluate large data sets. The training is done through classification and labeling. The training time is short and the algorithm can independently learn certain characteristics of the defect and precisely identify the defects.
Also Read, 3 Reasons for choosing Machine Vision in Manufacturing
Post-process Automation –
Communication with rejection systems –
After image processing is completed, there will be many defective products that are rejected by the algorithm. Communicating the reason for such defects to the rejection systems will help the supply chain not make the same mistakes again.
Communication with ERP systems –
Enterprise Resource Planning enables the manufacturing company to have all the data in a centralized location. This includes the rejections, the selections, and all the other aspects of a cycle of image processing.
Communication with line inspectors –
Communication with line inspectors is another important aspect of post-processing where information from successful cycles of image acquisition and processing is relayed to carry on other activities down the supply chain.
Logging/recording of data –
Auditing of everyday activities of the machine vision system will help understand patterns in the inspection process. Logging of data needs to be done from the start to the end of the machine vision process flow at all times. This will create a clear picture of the flow along with any shortcomings or weak points and how to overcome them.
Thus, the machine vision process flow comprises three steps, a pre-processing step, the actual detection, and inspection step, and a few post-processing activities. The preprocessing step involves all the configurational changes that make the actual image processing more efficient and quicker. Once preprocessing is completed, the inspection is performed in two steps, image acquisition, and image processing. These constitute the heart of the machine vision process flow and this is the point where the actual inspection takes place. Finally, there are post-processing activities like communication to various units and auditing which are essential for a systematic end of the inspection process







I overheard my uncle talking about how the factory he works at just upgraded to a machine vision system, so I got curious as to what that meant. Thanks for explaining that they are used mostly for inspection on production lines. I can see now how these systems could make production much faster for companies.