Machine Vision has gained massive traction in dynamic industries such as manufacturing and production within the last decade. These industries are progressively leveraging machine vision to enhance their customer experience, optimize the usage of resources, and achieve better quality assurance. With rapid innovation and advancements in many different areas including imaging techniques; CMOS sensors; embedded vision; machine and deep learning; data transmission standards, and image processing capabilities, machine vision technology has numerous benefits in store for the manufacturing industry at various levels. New imaging techniques have provided an avenue for newer application opportunities.
One might think these systems are complicated, taking a lot of time to build and master. However, regardless of the complexity, every system relies on a few basic components.
THE CAMERA
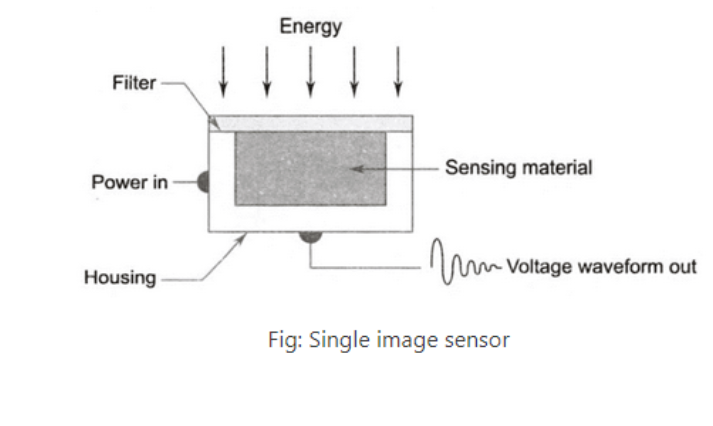
The first and most important step of an entire machine vision system is image acquisition. Image acquisition is the action of retrieving an image from a source, usually hardware systems like camera, sensors, etc. It is the first and the most important step in the workflow sequence because, without an image, no actual processing is possible. In a machine vision system, the cameras are responsible for taking the light information from a scene and converting it into digital information i.e. pixels using CMOS or CCD sensors. The sensor is the foundation of any machine vision system. Many key specifications of the system correspond to the camera’s image sensor. These key aspects include resolution, the total number of rows and columns of pixels the sensor accommodates.
The higher the resolution, the more data the system collects, and the more precisely it can judge discrepancies in the environment. However, more data demands more processing, which can significantly limit the performance of the machine vision system. While cameras and sensors are crucial, they alone are not sufficient to capture an image.
THE LENSES
The light from the source has to be focused adequately by a lens on the sensor for it to capture the image with maximum clarity. The lens should provide appropriate working distance, image resolution, and magnification for your system. To calibrate magnification precisely, it is necessary to know the camera’s image sensor size and the field of view you desire.
When looking for a suitable lens for a camera, the compatibility of the mounts needs to be checked. Most full-sized camera systems today will use a “C-mount”.
Some of the most commonly used lenses include:
-
Standard Resolution Lenses
These lenses are optimized for focusing to infinity with low distortion and vignette.
-
Macro Lenses
Specified in terms of their magnification relative to the camera sensor, they are optimized for ‘close-up’ focusing with negligible distortion.
-
High-Resolution Lenses
These lenses offer better performance than standard resolution lenses and are suitable for precise measurement applications.
-
Telecentric lenses
These are specialized lenses that produce no distortion and result in images with constant magnification regardless of the object distance.
ILLUMINATION
Illumination is arguably the most important factor in any machine vision system and makes or breaks the system. The lighting setup should provide uniform illumination throughout all the visible object surfaces. The illumination system should be set up in a way that avoids glare and shadows. Spectral uniformity and stability are key.
Various factors like ambient light and daytime also need to be taken into consideration when setting up a system. Between techniques such as backlighting, bright field lighting, grazing, low angle linear array, and darkfield lighting, several different techniques could be used to illuminate a scene. One major criterion that should be considered while choosing the adequate system is contrast. Techniques that demonstrate the highest contrasts will significantly help in increasing the efficiency of a machine vision system.
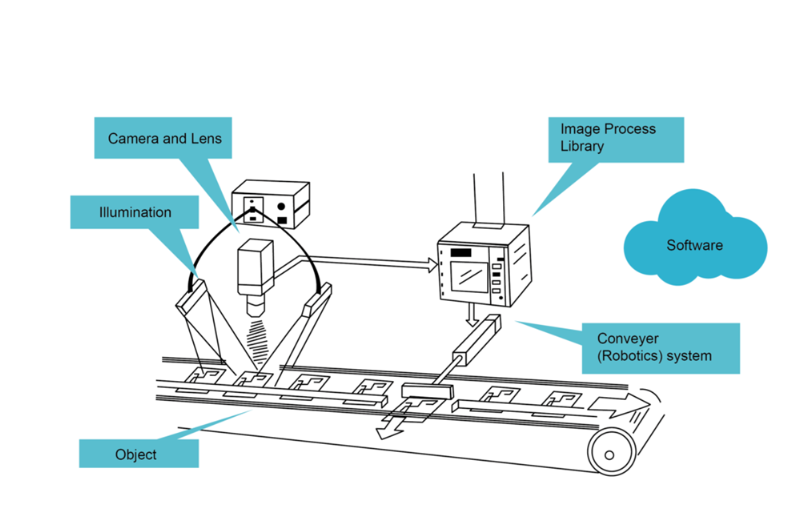
The aforementioned components are part of the image acquisition system. The objective of the entire image acquisition process is to create an image that is usable by the machine vision algorithm. The imaging system’s quality is largely responsible for the success of any machine vision system.
COMPUTATIONAL HARDWARE
All the software modules that are part of a machine vision system require hardware to work on. These can be done on embedded systems as well as with dedicated computers. Smart cameras are cameras that have the hardware required installed right into them. These devices are purpose-built for specialized applications where space constraints require a compact footprint. An alternate approach could be using dedicated PCs for the computations. Such dedicated systems are useful when working with high-resolution images.
THE IMAGE PROCESSOR AND THE MACHINE VISION SOFTWARE
The aforementioned software that works on a computing unit take the image captured by the vision system and apply various algorithms on it. These include pre-processing steps and the core algorithms of the system such as neural networks and convoluted neural networks. These algorithms are responsible for knowledge extraction from your images. These algorithms include Convolutional Neural Networks (CNN), Decision Trees, Support Vector Machines (SVM) and other similar deep learning algorithms.
All of the above-mentioned parts are essential to guarantee that a system will provide the best results. The absence of any of these components can render a vision system worthless.
Watch Now-
Key components of the machine vision system in the inspection process
Register For Our Upcoming Free Webinar






